-
德瑞翔提醒您【鋁知識(shí)】鋁壓鑄和鋁擠壓的區(qū)別鋁鑄件的鋁型材常見如屏風(fēng)����、鋁窗等。它是采用擠出成型工藝���,即鋁錠等原材料在熔爐中熔融后����,經(jīng)過擠出機(jī)擠壓到模具流出成型���,它還可以擠出各種不同截面的型
發(fā)布時(shí)間:2019-05-14 點(diǎn)擊次數(shù):578
-
德瑞翔告訴您鋁壓鑄鑄造的工藝流程鋁壓鑄鑄造將加熱為是使用裝好鑄件模具的壓力鑄造機(jī)械壓鑄機(jī)����,鋁壓鑄是一種壓力鑄造的零件�,鑄造出模具限制的形狀和尺寸的鋁經(jīng)壓鑄機(jī)壓鑄,液態(tài)的鋁或鋁合金澆入壓
發(fā)布時(shí)間:2019-04-12 點(diǎn)擊次數(shù):483
-
寧波鋁壓鑄廠家的真空應(yīng)用探討鋁壓鑄廠家的金包含常用的鋁��、鎂�、鋅��、銅合金�����,還有早期的錫��、鉛����,以及較少應(yīng)用的鋼���、鐵等�。純銅非常難以鋁壓鑄鑄造成型�,其產(chǎn)品容易發(fā)生表面開裂,氣孔率問題���,以及形成
發(fā)布時(shí)間:2019-03-27 點(diǎn)擊次數(shù):355
-
帶您了解鋁壓鑄鑄造模型芯加工技術(shù)鋁壓鑄鑄造模中使用的型芯��,經(jīng)常會(huì)出現(xiàn)折斷��、彎曲����、粘鋁等失效形式,型芯過早的出現(xiàn)這些失效形式���,會(huì)大大降低壓鑄模的工作效率��。本文主要從型芯的選材、熱處理�����、表面
發(fā)布時(shí)間:2019-03-05 點(diǎn)擊次數(shù):386
-
關(guān)于鋁壓鑄鑄造模具的標(biāo)準(zhǔn)知識(shí)幾鋁鋁壓鑄鑄造是采用機(jī)械設(shè)備,將其液態(tài)鋁合金快速注入永久性鋼模中,經(jīng)過冷卻成型后出模,可反復(fù)高效的生產(chǎn),具備高效率,高精度,表面質(zhì)量也好,后續(xù)的加工特點(diǎn)也簡(jiǎn)易�。而為了能保證鋁壓鑄模具是否合格標(biāo)準(zhǔn),我們
發(fā)布時(shí)間:2018-12-28 點(diǎn)擊次數(shù):178
-
鋁壓鑄在電鍍表面處理中三點(diǎn)注意點(diǎn)第一點(diǎn):整體鋁壓鑄鑄造是對(duì)工件整體加熱,然后以恰當(dāng)?shù)乃俣壤鋮s���,以改動(dòng)其整體力學(xué)功用的金屬壓鑄工藝����。鋼鐵整體壓鑄大致有退火�����、正火��、淬火和回火四種底子工藝。退
發(fā)布時(shí)間:2018-12-28 點(diǎn)擊次數(shù):111
-
純鋁壓鑄和鋁壓鑄之間最大的不同是什么在我們看來��,純鋁壓鑄和鋁壓鑄都是以鋁為原材料進(jìn)行加工的�,做出來的鋁鑄件也是一樣的。但是專家告訴我們����,其實(shí)這兩種產(chǎn)品是不同的,不僅如此����,它們兩者在制作工藝上也是不同的。如果說哪里區(qū)別比較大��,那是純鋁壓鑄要特
發(fā)布時(shí)間:2018-12-28 點(diǎn)擊次數(shù):172
-
據(jù)悉����,德瑞翔主要經(jīng)營(yíng)鋁壓鑄,鋁壓鑄鑄造����,鋁鑄件�����,精密度型腔模�、模具及相關(guān)產(chǎn)品的技術(shù)研發(fā)�、制造、銷售�����。德瑞翔機(jī)械主要從事鋁鋅壓鑄生產(chǎn)�����,位于寧波市北侖區(qū)�,公司引進(jìn)從280-2500噸冷�����、熱式壓鑄設(shè)備����,從模具開發(fā)和制造�����、鑄件毛胚��、機(jī)械加工�����、表
發(fā)布時(shí)間:2018-12-28 點(diǎn)擊次數(shù):223
-
寧波德瑞翔鋁壓鑄汽配工廠后處理工序切邊和去除毛邊的過程是否定義了標(biāo)準(zhǔn)的操作流程切邊是否有裝夾定位的治具自動(dòng)吹毛碎屑的系統(tǒng)��,針對(duì)表面潔凈度要求高的盡量采用吸碎屑的系統(tǒng)代替吹的系統(tǒng)拋丸噴砂后的工藝是否能夠保證完全去除毛邊且不損傷產(chǎn)品的尺寸性能熱
發(fā)布時(shí)間:2018-12-28 點(diǎn)擊次數(shù):209
-
鋁壓鑄鑄造電池包箱體鋁壓鑄鑄造---下圖是BMWX5xDrive40e的電池包箱體���,下箱體tray采用的是鋁高壓鑄造Aluminumhighpressurediecasting,鋁合金AlSi10MnMg�����,重量為6.4kg���,由歐
發(fā)布時(shí)間:2018-12-28 點(diǎn)擊次數(shù):828
-
AluminumDieCasting鋁壓鑄電池包箱體輕量化是電動(dòng)汽車?yán)@不開的課題��,除了車身結(jié)構(gòu)的輕量化��,鋁壓鑄鑄造的電池包本身也需要輕量化�����。其中電池箱體的輕量化是努力的方向之一��。特別是對(duì)于純電動(dòng)
發(fā)布時(shí)間:2018-12-28 點(diǎn)擊次數(shù):394
-
氧化鋁壓鑄(工業(yè)純鋁壓鑄)之材料篇Mg的作用另外Mg這個(gè)元素也是很重要的��,一方面單獨(dú)增加Mg的含量���,即使是達(dá)到3%�����,對(duì)氧化彩色都沒有影響����,(Mn達(dá)到2.2%的時(shí)候�����,氧化銀色就已經(jīng)顏色不純了����,有點(diǎn)暗黑的底色��。);鋁壓鑄鑄造另一方面����,當(dāng)Mg的含
發(fā)布時(shí)間:2018-12-28 點(diǎn)擊次數(shù):311
-
氧化鋁壓鑄(工業(yè)純鋁壓鑄)之材料篇氧化鋁(能陽(yáng)極氧化的壓鑄鋁的簡(jiǎn)稱)其實(shí)就是鋁含量大于95%以上的鋁合金的統(tǒng)稱,也可以稱為工業(yè)純鋁����。如果一款氧化鋁合金,鋁壓鑄鑄造鋁含量低于97%做彩色氧化肯定會(huì)失敗的����,單是黑色氧化則沒有問題。所
發(fā)布時(shí)間:2018-12-28 點(diǎn)擊次數(shù):524
-
鋁壓鑄鑄造粘附物痕跡產(chǎn)生原因如下(1)在壓鑄模型腔表面有金屬或非金屬殘留物�����;(2)鋁壓鑄鑄造澆注時(shí)先帶進(jìn)雜質(zhì)附在型腔表面上�。七、分層(夾皮及剝落)外觀檢查鋁壓鑄鑄造或破壞檢查:在鑄件局部有金屬的明顯層次���。產(chǎn)生原因如下:(1)模具剛性不夠在金
發(fā)布時(shí)間:2018-12-28 點(diǎn)擊次數(shù):369
-
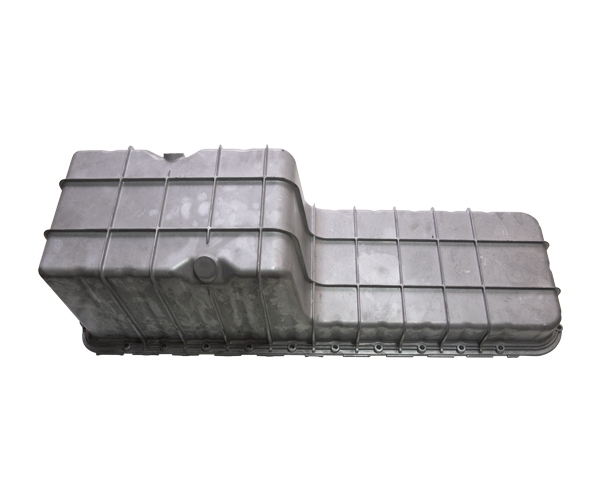
汽車鋁壓鑄件是指用各種牌號(hào)鋁合金采用鑄造為加工方式而得到的鋁合金工件����,主要應(yīng)用于汽車建造方面,通常采用沙型鑄造或金屬型鑄造�����,將加熱為液態(tài)的鋁合金澆入模腔內(nèi)����,從而得到的各種形狀和尺寸的鋁合金零件,我們將得到的鋁合金零件簡(jiǎn)稱之為鋁鑄件��。接下
發(fā)布時(shí)間:2018-12-27 點(diǎn)擊次數(shù):405
-
1.化學(xué)成分合金的化學(xué)成分應(yīng)符合GB/T15114-1994的規(guī)定�����?���! ?.力學(xué)性能 ?��、佼?dāng)采用鑄造模具試樣檢驗(yàn)時(shí)�,其力學(xué)性能應(yīng)符合GB/T15114-1994規(guī)定②當(dāng)采用鑄造模具本體檢驗(yàn)時(shí),其指定部位切取試樣的力學(xué)性能不得低于單鑄試樣
發(fā)布時(shí)間:2018-12-27 點(diǎn)擊次數(shù):165
-
鑄造鋁合金是目前廣泛應(yīng)用的工程材料之一����,可分為鋁-硅,鎢-銅���,鋁-鎂和鋁-鋅等種類�,其中以鋁-硅系鑄鋁合金的應(yīng)用最廣�����。鑄鋁合金大量應(yīng)用于汽車����、摩托車工業(yè),航空航天工業(yè)�����、船舶��、潛艇工業(yè)��,特別是作為框架、支架等結(jié)構(gòu)件以及外裝零件如機(jī)匣殼體等
發(fā)布時(shí)間:2018-12-27 點(diǎn)擊次數(shù):129
-
鋁鑄造 1����、鋁材磷化 通過采用SEM,XRD、電位一時(shí)間曲線�����、膜重變化等方法詳細(xì)研究了促進(jìn)劑���、氟化物����、Mn2+,Ni2+,Zn2+,PO4;和Fe2+等對(duì)鋁材磷化過程的影響�����。研究表明:硝酸胍具有水溶性好���,用量低���,快速成膜的特點(diǎn),
發(fā)布時(shí)間:2018-12-27 點(diǎn)擊次數(shù):134
-
陽(yáng)極氧化著色染色溶液的pH值對(duì)染色的影響比較大���,因?yàn)楦鞣N染料的吸收性能有各自不同的pH值�。例如pH接近7時(shí)��,酸性藍(lán)黑10B的吸附性能好��,而酸性橙Ⅱ的吸附性能比較差����,所以色澤偏藍(lán),pH4.5左右時(shí)�����,酸性藍(lán)黑10B的吸附能力差�,酸性橙Ⅱ的吸
發(fā)布時(shí)間:2018-12-27 點(diǎn)擊次數(shù):225
-
一、清洗劑分類 1�����、溶劑類:白電油��、酒精�、碳?xì)涞取��! ?、水基類:水基清洗劑�,CLF-700等 二、選用清洗劑的方法 1���、如果清洗的工件量不多�����,那應(yīng)該先這溶劑類清洗劑�?�! ����、優(yōu)點(diǎn)
發(fā)布時(shí)間:2018-12-27 點(diǎn)擊次數(shù):126
-
鋁外殼加工材料鋁合金是工業(yè)中應(yīng)用最廣泛的一類有色金屬結(jié)構(gòu)材料,在航空、航天���、汽車�、機(jī)械制造�、船舶及化學(xué)工業(yè)中已大量應(yīng)用。隨著近年來科學(xué)技術(shù)以及工業(yè)經(jīng)濟(jì)的飛速發(fā)展,對(duì)鋁合金的需求日益增多,���。鋁合金的廣泛應(yīng)用促進(jìn)了鋁合金的各種加工技術(shù)的發(fā)展
發(fā)布時(shí)間:2018-12-27 點(diǎn)擊次數(shù):110
-
壓鑄件精加工包括機(jī)加工和表面處理兩個(gè)方面��,機(jī)加工包含鉆孔�、攻牙、銑面等���,表面處理包含電鍍、鈍化����、陽(yáng)極氧化、電泳����、噴粉、噴漆等���。切削液選擇關(guān)乎壓鑄鋁合金零件材質(zhì)的加工質(zhì)量的好壞�,切削液使用過程中出現(xiàn)的問題是造成工廢的最主要的原因之一�。 壓
發(fā)布時(shí)間:2018-12-27 點(diǎn)擊次數(shù):222
-
網(wǎng)狀毛翅a特征:壓鑄件表面上有網(wǎng)狀發(fā)絲一樣凸起或凹陷的痕跡,隨壓鑄次數(shù)增加而不斷擴(kuò)大和延伸�����。b產(chǎn)生原因:①壓鑄模型腔表面龜裂���;②澆注溫度過高��;③壓
發(fā)布時(shí)間:2018-12-27 點(diǎn)擊次數(shù):134
-
鋁壓鑄的產(chǎn)品有很多����,我們?cè)谌粘I钪薪?jīng)常能見到他們的身影:馬路上奔跑著的川流不息的汽車�,大街上的路燈桿,行人手里拿著的手機(jī)都是鋁壓鑄的產(chǎn)物�。鋁壓鑄和鋁合金壓鑄只
發(fā)布時(shí)間:2018-12-27 點(diǎn)擊次數(shù):267
-
在熔煉過程中,由于各種原因都可能會(huì)使合金成分發(fā)生改變�,這種改變可能使熔體的真實(shí)成分與配料計(jì)算值發(fā)生較大的偏差。因而需在爐料熔化后���,取樣進(jìn)行快速分析�����,以便根據(jù)分析結(jié)果是否需要調(diào)整成分��。一�、取樣熔體經(jīng)充分?jǐn)嚢韬螅磻?yīng)取樣進(jìn)行爐前快速分析���,分析化
發(fā)布時(shí)間:2018-12-26 點(diǎn)擊次數(shù):153
-
1��、試樣用元代表性��。試樣無代表性是加為,某些元素密度較大���,溶解擴(kuò)散速度慢��,或易于偏析分層����。故取樣前應(yīng)充分?jǐn)嚢?��,以均勻其成分��,由于反射爐熔池表面溫度高��,爐底溫度低���,沒有對(duì)流傳熱作用�,取樣前要多次攪拌����,每次攪拌時(shí)間不得少于5min。2���、取樣部位
發(fā)布時(shí)間:2018-12-26 點(diǎn)擊次數(shù):162
-
1���、原料準(zhǔn)備——包括原料外觀檢查,化學(xué)成分分析�,配料和按配料計(jì)算結(jié)果稱量各種原料。另外��,還包括精煉劑�����、變質(zhì)劑的烘干和稱量��。2����、熔煉——按一定的加料順序把原料加入爐內(nèi)���,將其熔化成化學(xué)成分均勻的合金。3����、爐前化驗(yàn)——合金熔化均勻后,取樣化驗(yàn)�����,檢
發(fā)布時(shí)間:2018-12-26 點(diǎn)擊次數(shù):149
-
1�����、鑄造模具廠精煉工業(yè)生產(chǎn)的鋁合金絕大多數(shù)在熔煉爐不再設(shè)氣體精煉鋼過程���,而主要靠靜置爐精煉和在線熔體凈化處理,便有的鋁加工廠仍還設(shè)有熔煉爐精煉���,其目的是為了提高熔體的純凈度��。這些精煉方法可分為兩類:即氣體精煉法和熔劑精煉法�����。2�����、鑄造模具廠出
發(fā)布時(shí)間:2018-12-26 點(diǎn)擊次數(shù):140
-
增壓鑄造工藝增壓鑄造工藝過程概略如下:1)將制備好的干砂型放于小車上��,推進(jìn)干燥潔凈的增壓罐內(nèi)����,使?jié)部诒瓕?duì)準(zhǔn)澆注口,安放經(jīng)過預(yù)熱���、刷
發(fā)布時(shí)間:2018-12-26 點(diǎn)擊次數(shù):169
-
1.基本原理及應(yīng)用范圍增壓鑄造通常用于較厚大的鋁—硅合金鑄件的砂型鑄造����;而且鑄件的內(nèi)在質(zhì)量要求較高�����,用重力鑄造方法又難于消除其中的氣孔和針孔��,為提高鑄件的致密度與力學(xué)性能而采用的一種鑄造方法�����。鑄造設(shè)備比較簡(jiǎn)單。增壓鑄造是將砂型置于增壓罐
發(fā)布時(shí)間:2016-07-27 點(diǎn)擊次數(shù):146









 在線咨詢
在線咨詢








